Могут применяться и два метчика - черновой и чистовой, соответственно с одной и двумя рисками на метчике. Большое значение имеет правильный выбор диаметра отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднен, что ведет к срыву первых ниток резьбы или к заклиниванию и поломке метчика.
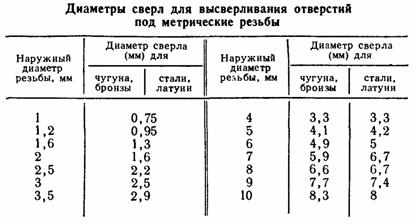
Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для МЗ - 2,4-2,5 мм и т. д. (см. таблицу). Диаметр сверла в приведенной таблице соответствует стандартному шагу резьбы.
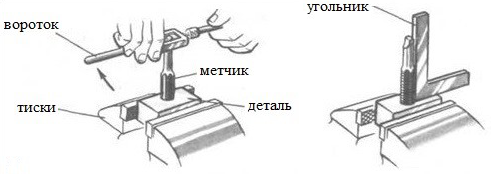
Сначала резьбу нарезают первым метчиком, затем - вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении.
Для охлаждения метчика и уменьшения усилия при нарезании резьбы применяют смазки: для алюминия - керосин, для меди - скипидар, для стали – эмульсию или машинное масло. Бронзу н чугун режут без смазки.
При нарезании глухого отверстия его глубина должна быть больше, чем длина требуемой резьбы, на 3-4 мм. При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
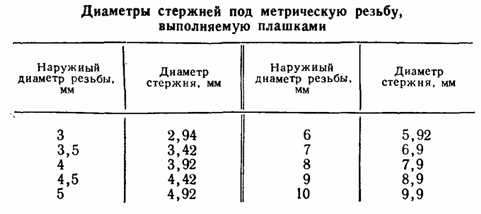
Наружную резьбу на винтах, болтах и шпильках нарезают вручную с помощью плашек. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Стержень под резьбу должен иметь чистую поверхность; нельзя нарезать резьбу на стержнях, покрытых окалиной или ржавчиной, так как в этом случае плашки быстро изнашиваются.
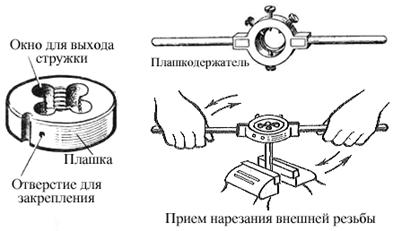
Перед нарезанием резьбы стержень зажимают в тисках так, чтобы его конец выступал над уровнем губок тисков немного больше длины нарезаемой части, а на самом конце стержня снимают фаску. В начале нарезания резьбы необходимо следить за тем, чтобы плашка врезалась в стержень без перекоса. При перекосе плашки профиль резьбы искажается, а зубья плашки могут сломаться. Охлаждают плашку так же, как и метчик.